




Khi đầu tư một lò xử lý nhiệt chân không mới, có rất nhiều yếu tố cần được xem xét một cách toàn diện. Mặc dù giá thành là yếu tố quan trọng, nhưng các tiêu chí về thiết kế chi tiết và thông số kỹ thuật mới là cơ sở quyết định để lựa chọn được thiết bị phù hợp nhất với nhu cầu sản xuất và hiệu quả đầu tư dài hạn.
A) VÙNG GIA NHIỆT HIỆU DỤNG VÀ KHẢ NĂNG CHỊU TẢI
Vùng làm việc hiệu dụng
Vùng làm việc hiệu dụng của lò xử lý nhiệt chân không cần được lựa chọn dựa trên kích thước lớn nhất của chi tiết hoặc mẻ tải cần xử lý. Không nên chọn lò có kích thước lớn hơn nhu cầu thực tế, vì điều này sẽ làm tăng chi phí vận hành, tiêu hao năng lượng và ảnh hưởng tiêu cực đến hiệu quả kinh tế của dự án đầu tư.
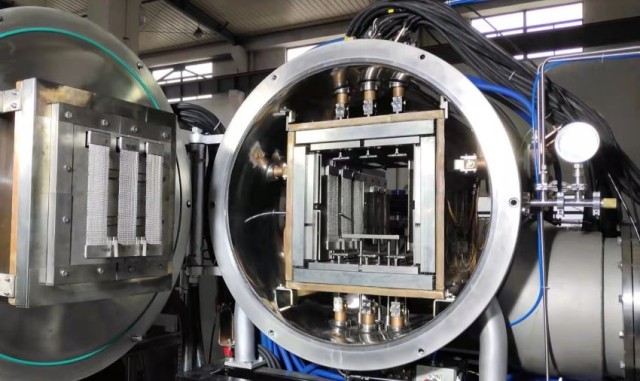
Ngoài ra, với buồng gia nhiệt dạng tròn, lò có khả năng tiếp nhận các chi tiết có chiều rộng hoặc chiều cao lớn hơn so với thiết kế buồng vuông thông thường.
Khả năng chịu tải của sàn lò (Hearth Weight Capacity)
Khả năng chịu tải của lò thường được xác định dựa trên trọng lượng tải tối đa có thể xử lý tại một kích thước làm việc và nhiệt độ vận hành xác định. Do đó, khi lựa chọn lò xử lý nhiệt chân không, cần đảm bảo rằng:
- Trọng lượng tải tối đa
- Nhiệt độ vận hành cao nhất tương ứng
đều được tính toán đầy đủ để đảm bảo thiết kế sàn lò (hearth) đạt độ bền và độ ổn định cần thiết trong quá trình vận hành.
B) CÁC YẾU TỐ LIÊN QUAN ĐẾN NHIỆT ĐỘ
Nhiệt độ vận hành tối đa
Hầu hết các nhà sản xuất hiện nay thiết kế lò xử lý nhiệt chân không với nhiệt độ làm việc tối đa khoảng 2400°F (≈1315°C). Tuy nhiên, một số dòng lò cao cấp có thể vận hành lên đến 2650°F (≈1455°C).
Khả năng đạt nhiệt độ cao hơn đặc biệt quan trọng đối với:
- Chu trình làm sạch buồng gia nhiệt (clean-up cycle)
- Duy trì hiệu suất ổn định và tuổi thọ dài hạn của vùng gia nhiệt
- Các quy trình xử lý nhiệt đặc thù yêu cầu nhiệt độ cao hơn tiêu chuẩn
Độ đồng đều nhiệt độ
Độ đồng đều nhiệt độ trong lò xử lý nhiệt chân không cần được xác định trên toàn bộ dải nhiệt độ vận hành, bởi trong thực tế có nhiều quy trình làm việc ở các mức nhiệt thấp hoặc trung bình.
Các mức đồng đều nhiệt độ tiêu chuẩn có thể bao gồm:
- ±20°F trong dải 300–600°F – phù hợp tiêu chuẩn AMS 2750D, Class 4
- ±15°F trong dải 600–900°F – phù hợp tiêu chuẩn AMS 2750D, Class 3
- ±10°F trong dải 900–2500°F – phù hợp tiêu chuẩn AMS 2750D, Class 2
Độ đồng đều nhiệt trong vùng gia nhiệt
Độ đồng đều nhiệt trong vùng gia nhiệt phụ thuộc lớn vào:
- Thiết kế vật liệu cách nhiệt
- Bố trí các khe hở và cửa kỹ thuật
- Đường đi và phân bố của khí công nghệ
Một số thiết kế vùng gia nhiệt gặp khó khăn trong việc đảm bảo độ đồng đều do các khe hở không hợp lý, đặc biệt ở phía sau hoặc khu vực cửa thoát khí có vách chắn. Ngoài ra, do tổn thất nhiệt không đồng đều giữa phía trước và phía sau buồng gia nhiệt, lò xử lý nhiệt chân không cần được trang bị tối thiểu ba vùng gia nhiệt độc lập để có thể hiệu chỉnh chính xác và cân bằng công suất nhiệt trong toàn bộ buồng lò.

C) KẾT CẤU VÙNG GIA NHIỆT (HOT ZONE)
Cấu hình cách nhiệt
Dựa trên các nghiên cứu tổn hao công suất với nhiều tổ hợp vật liệu khác nhau, cấu hình cách nhiệt được đánh giá tối ưu cho lò xử lý nhiệt chân không bao gồm:
- Lớp mặt trong Flexshield dày 0.040"
- Phía sau là 4 lớp nỉ graphite, mỗi lớp dày 0.5"
- Toàn bộ được cố định trong khung đỡ bằng thép không gỉ 304 dày 0.090"
Lưu ý: Với một số ứng dụng đặc thù, đặc biệt là chu trình dài ở nhiệt độ cao, có thể bổ sung lớp nỉ graphite thứ năm nhằm:
- Giảm tổn thất nhiệt trong vùng gia nhiệt
- Giảm tiêu thụ điện năng
- Tăng độ ổn định và tuổi thọ của hot zone
Điện trở gia nhiệt
Lò sử dụng điện trở graphite dạng cong, tiêu chuẩn ISO-63, được cân bằng điện trở và ghép cặp chính xác cho cả điện trở ban đầu và điện trở thay thế.
Việc đồng nhất điện trở giữa các phần tử gia nhiệt là yếu tố then chốt nhằm:
- Hạn chế sai lệch nhiệt độ giữa các vùng
- Đảm bảo độ đồng đều nhiệt trong toàn bộ buồng lò
- Ngăn ngừa các vấn đề mất ổn định nhiệt khi vận hành lâu dài
Thanh đỡ tải
Hệ thống thanh đỡ tải thường bao gồm:
- Thanh graphite chịu tải nặng
- Được đỡ bởi các trụ đứng bằng molypden
Bề mặt trên của thanh được xẻ rãnh, cho phép lắp thanh molypden nhằm:
- Giảm nguy cơ phản ứng hóa học giữa tải và thanh đỡ
- Tăng độ an toàn khi xử lý vật liệu nhạy cảm
Ngoài ra, khoảng hở hợp lý được bố trí bên dưới và giữa các thanh đỡ, tạo điều kiện thuận lợi cho xe nạp tải (loading truck) vận hành trơn tru.
Bộ cách điện cho điện trở
Lò xử lý nhiệt chân không cần được trang bị hệ thống cách điện điện trở có độ tin cậy cao và đã được kiểm chứng trong thực tế. Các bộ cách điện này cũng phải được bảo vệ khỏi:
- Hơi nhiễm bẩn
- Hơi kim loại và khí phản ứng phát sinh trong quá trình xử lý nhiệt
Đồng hồ giám sát điện trở gia nhiệt
Việc lắp đặt đồng hồ dòng điện và điện áp trên bảng điều khiển phía trước cho từng vùng gia nhiệt giúp:
- Dễ dàng theo dõi trạng thái hoạt động
- Thực hiện hiệu chỉnh công suất theo tỷ lệ khi cần
- Nâng cao khả năng kiểm soát và bảo trì lò
Đèn báo chạm mass (Ground Light Indicators)
Đèn báo chạm mass cho phép:
- Kiểm tra nhanh tình trạng điện trở
- Phát hiện sự cố cách điện trong vùng gia nhiệt
- Hỗ trợ công tác bảo trì và xử lý sự cố hiệu quả hơn
D) HIỆU SUẤT CHÂN KHÔNG CỦA LÒ XỬ LÝ NHIỆT CHÂN KHÔNG
Các thông số và thời gian dưới đây cần được xem là tiêu chuẩn đánh giá hiệu suất vận hành của lò:
Độ chân không tối đa (Ultimate Vacuum)
- Lò sử dụng bơm khuếch tán: đạt mức chân không khoảng 10⁻⁶ Torr
- Lò sử dụng tổ hợp bơm cơ + blower: đạt ≤ 20 micron Hg
Độ chân không làm việc (Operating Vacuum)
- Có bơm khuếch tán: khoảng 10⁻⁵ Torr
- Không có bơm khuếch tán: khoảng 50–60 micron Hg
Thời gian hút chân không
- Thời gian đạt điểm chuyển sang chân không cao: ≈ 10 phút
- Thời gian đạt 1 × 10⁻⁴ Torr: ≈ 15 phút
Tốc độ rò rỉ lò (Leak Rate)
- Yêu cầu: < 5 micron/giờ
Đây là thông số cực kỳ quan trọng và phải được nhà sản xuất cam kết, nhằm đảm bảo:
- Môi trường xử lý sạch
- Chất lượng bề mặt sản phẩm
- Độ ổn định lâu dài của lò xử lý nhiệt chân không Vacuum Heat Treatment Furnace
E) CÁC THÀNH PHẦN CỦA HỆ THỐNG CHÂN KHÔNG
Bơm chân không cơ (Mechanical Pump)
Mặc dù có nhiều nhà sản xuất, bơm Stokes được khuyến nghị nhờ:
- Thiết kế tại Hoa Kỳ
- Dung tích dầu lớn hơn đáng kể
Dung tích dầu lớn giúp bơm hoạt động ổn định hơn trong điều kiện:
- Nhiệt độ cao
- Độ ẩm lớn
- Lượng hơi nước cần loại bỏ nhiều
Các dòng bơm khác thường kém hiệu quả hơn trong những điều kiện này.
Bơm tăng áp chân không (Vacuum Blower)
Bơm blower Stokes được ưu tiên nhờ:
- Thiết kế chắc chắn
- Độ tin cậy đã được kiểm chứng
- Phù hợp cho vận hành liên tục của lò xử lý nhiệt chân không
Bơm khuếch tán (Diffusion Pump)
Ưu tiên sử dụng bơm khuếch tán sản xuất tại Mỹ, khuyến nghị hãng Varian – thương hiệu uy tín lâu năm trong ngành chân không công nghiệp, nổi tiếng về:
- Hiệu suất cao
- Độ bền
- Tính ổn định
Van chân không chính
- Kiểu: van poppet
- Cấu hình: góc vuông (right-angle type)
Cổng hút chân không sơ cấp (Roughing Port)
Khuyến nghị hút trực tiếp từ buồng lò, dù cần thêm một cổng trên thân lò, nhưng mang lại lợi ích:
- Hút chân không trực tiếp
- Không phải đi qua van chân không cao của bơm khuếch tán
- Tăng hiệu quả và độ ổn định của hệ thống
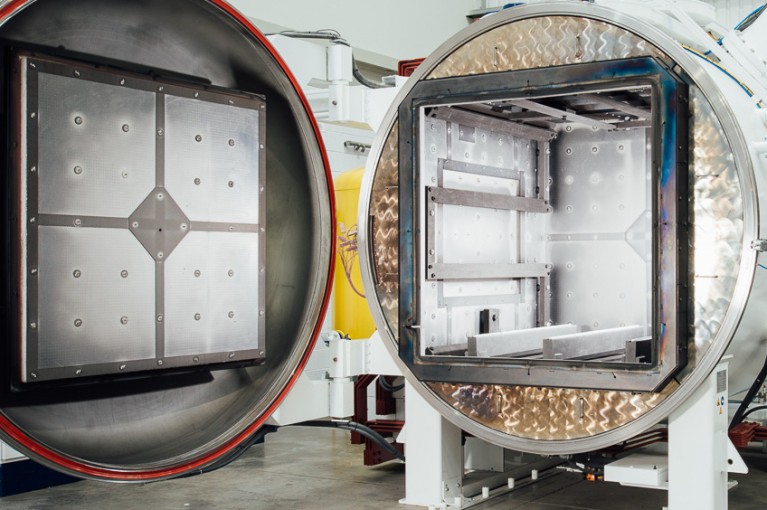
F) THIẾT KẾ BUỒNG LÒ (FURNACE CHAMBER DESIGN)
Kết cấu cơ bản
Buồng lò được chế tạo từ thép A36, thiết kế và chế tạo tuân thủ ASME Code Section VIII.
Cấu trúc thành đôi (double-wall) tiêu chuẩn cho phép nước làm mát tuần hoàn hiệu quả xuyên suốt thân lò và hai đầu chỏm, giúp:
- Kiểm soát nhiệt độ vỏ lò
- Tăng độ an toàn khi vận hành
- Nâng cao tuổi thọ của lò xử lý nhiệt chân không
Thiết kế cửa buồng lò
Lò nung chân không được trang bị cửa kiểu autoclave, sử dụng:
- Vòng khóa xoay (rotating ring)
- Gioăng làm kín tiêu chuẩn Buna-N (O-ring)
Các tấm chắn bảo vệ được lắp tại cơ cấu đóng/mở cửa nhằm đảm bảo an toàn cho người vận hành.
Cửa lò vận hành bằng tay, cho phép người vận hành quan sát trực tiếp quá trình đóng cửa và trạng thái buồng lò trong suốt thao tác.
G) HỆ THỐNG LÀM MÁT BẰNG KHÍ (GAS COOLING SYSTEM)
Hệ thống làm mát bên trong và bên ngoài
Mỗi phương án đều có ưu và nhược điểm riêng:
- Hệ thống làm mát bên ngoài:
- Ưu điểm: dễ tiếp cận bộ trao đổi nhiệt và động cơ truyền động
- Nhược điểm: chiếm thêm diện tích mặt bằng nhà xưởng
- Hệ thống làm mát khí bên trong buồng chân không:
- Toàn bộ cụm làm mát được đặt trong môi trường chân không
- Không cần phớt trục quay động cơ, loại bỏ các rủi ro:
- Rò rỉ chân không
- Hư hỏng sớm
- Khó bảo trì, thay thế
- Sử dụng động cơ tiêu chuẩn, tăng độ ổn định và tin cậy
Giải pháp làm mát bên trong đặc biệt phù hợp với lò xử lý nhiệt chân không công nghiệp yêu cầu độ kín và độ tin cậy cao.
Máy biến áp hạ áp
Hệ thống sử dụng máy biến áp hạ từ 460V xuống 230V, nhằm:
- Giảm nguy cơ phóng điện (arcing)
- Bảo vệ động cơ 460V trong môi trường chân không và áp suất cao
Đầu phun khí làm mát
- Sử dụng đầu phun graphite gia công côn
- Bố trí dọc theo thân chính của vùng gia nhiệt và tại cửa trước
Các đầu phun này có tác dụng:
- Tăng tốc độ dòng khí làm mát
- Phân phối khí đều trong buồng lò
- Dễ tháo lắp và thay thế khi cần bảo trì
H) HỆ THỐNG CẤP NGUỒN (POWER SUPPLY)
Loại bộ nguồn
Lò sử dụng bộ nguồn khô điều khiển SCR, tích hợp:
- Chức năng điều chỉnh công suất (power trim)
- Toàn bộ bố trí trong tủ điều khiển
Cấu hình này giúp:
- Loại bỏ nguy cơ nhiễm nước
- Tránh các sự cố liên quan đến lưu lượng nước làm mát máy biến áp
- Tăng độ an toàn và ổn định cho lò xử lý nhiệt chân không
I) HỆ THỐNG ĐIỆN VÀ ĐIỀU KHIỂN
Tủ điều khiển
Toàn bộ hệ thống điện được bố trí trong tủ tiêu chuẩn NEMA 12 kích thước 6' × 6', đáp ứng:
- Tiêu chuẩn NFPA 70
- Có tích hợp công tắc khóa liên động nguồn chính (main electrical switch interlock)
Hệ thống điều khiển và thiết bị đo
Lò xử lý nhiệt chân không được thiết kế theo hướng thân thiện với người sử dụng, với:
- Màn hình cảm ứng (touch screen) giám sát và điều khiển liên tục
- Hệ thống PLC Allen-Bradley, nổi bật với khả năng: Lập trình dễ dàng, dễ mở rộng và chỉnh sửa
Ngoài ra, trên bảng điều khiển còn tích hợp:
- Bộ điều khiển lập trình
- Bộ điều khiển quá nhiệt
- Bộ ghi dữ liệu đồ họa không giấy (paperless graphic recorder)
- Bộ điều khiển đồng hồ đo chân không
Tất cả được bố trí gọn trong một tủ điều khiển duy nhất.
Cặp nhiệt điện (Thermocouples)
- Điều khiển và bảo vệ quá nhiệt: Cặp nhiệt điện loại S
- Giám sát tải và đo khảo sát nhiệt: Cặp nhiệt điện loại K, đi kèm bảng jack kết nối phù hợp
Cấu hình này đảm bảo:
- Độ chính xác cao
- Tuân thủ các yêu cầu kiểm soát nhiệt trong lò xử lý nhiệt chân không
J) CÁC HẠNG MỤC KỸ THUẬT QUAN TRỌNG KHÁC (Other Critical Areas)
Van nạp khí hoàn nguyên (Gas Backfill Valve)
Việc chỉ định rõ van nạp khí là rất quan trọng nhằm đảm bảo quá trình nạp khí chính xác và độ tin cậy lâu dài của hệ thống.
Lò xử lý nhiệt chân không sử dụng van tiêu chuẩn loại ASCO, nổi bật với:
- Độ kín cao
- Độ bền và tính ổn định trong môi trường chân không
- Khả năng đáp ứng tốt các chu trình công nghệ phức tạp
Chế độ vận hành áp suất riêng phần (Partial Pressure Operation)
Khả năng kiểm soát áp suất riêng phần là yếu tố then chốt trong nhiều chu trình xử lý nhiệt chân không.
- Dải điều khiển tự động: 500 micron Hg đến 10 Torr
- Khả năng điều khiển trên 1 Torr đặc biệt quan trọng trong các quy trình:
- Hạn chế bay hơi chrome (Cr) và đồng (Cu)
- Vận hành ở nhiệt độ xử lý trên 1800°F (≈ 982°C)
Thiết kế này giúp lò xử lý nhiệt chân không đáp ứng tốt các yêu cầu xử lý kim loại chính xác và ổn định về thành phần hóa học.
Yêu cầu làm mát bằng nước (Water Cooling Requirements)
Mọi thông số kỹ thuật thiết bị cần nêu rõ:
- Lưu lượng nước làm mát yêu cầu trong cả giai đoạn gia nhiệt và làm nguội
- Trang bị bộ điều chỉnh áp suất (pressure regulator) cho lò và hệ thống đường ống phụ trợ
- Lắp đặt kính quan sát lưu lượng nước (flow sight indicator) trên tất cả các đường nước quan trọng
Điều này đảm bảo:
- Vận hành an toàn
- Kiểm soát hiệu quả nhiệt độ vỏ lò
- Bảo vệ kết cấu của lò xử lý nhiệt chân không
Tốc độ gia nhiệt và làm nguội (Heating & Cooling Rate)
Các thông số động học nhiệt cần được xác định rõ:
- Thời gian gia nhiệt lò rỗng: Từ nhiệt độ môi trường lên 2000°F, Tiêu chuẩn: 5 phút
- Thời gian làm nguội lò rỗng: Từ 2000°F xuống 200°F, Tiêu chuẩn: 5 phút
Thông số này phản ánh trực tiếp hiệu suất nhiệt và khả năng đáp ứng chu trình nhanh của lò.
Dòng ngắn mạch cho phép – SCCR (Short Circuit Current Rating)
Lò xử lý nhiệt chân không phải được:
- Thiết kế
- Tính toán
- Định mức
…để chịu được dòng ngắn mạch tối đa có thể xảy ra tại nhà máy.
Việc lắp đặt thiết bị điện có SCCR thấp hơn dòng sự cố thực tế của hệ thống điện:
- Là nguy cơ mất an toàn nghiêm trọng
- Đồng thời vi phạm Bộ luật Điện Quốc gia Hoa Kỳ (NEC)
K) KIỂM TRA & CHẠY THỬ TRƯỚC KHI XUẤT XƯỞNG (Pre-Shipment Testing)
Mỗi lò xử lý nhiệt chân không phải được chế tạo và kiểm tra để đáp ứng đầy đủ yêu cầu kỹ thuật và kỳ vọng của khách hàng.
Các yêu cầu này thường được thể hiện trong tài liệu:
“Equipment Specification” – Bản đặc tả thiết bị
Tài liệu này là một phần không tách rời của hợp đồng mua bán.
Nội dung kiểm tra bắt buộc trước khi giao hàng
Bản đặc tả không chỉ mô tả:
- Cấu hình phần cứng
- Linh kiện chính
…mà còn phải làm rõ hiệu suất tổng thể mà thiết bị phải đạt được.
Để chứng minh lò xử lý nhiệt chân không đáp ứng đúng yêu cầu, cần thực hiện đầy đủ các thử nghiệm sau:
- Kiểm tra và hiệu chỉnh toàn bộ hệ thống điện
- Test đấu nối
- Debug PLC, cảm biến, thiết bị bảo vệ
- Gia nhiệt thử (Bake-out Test)
- Gia nhiệt lò để chứng minh khả năng đạt nhiệt độ làm việc tối ưu
- Đánh giá độ ổn định của vùng nóng
- Khảo sát độ đồng đều nhiệt độ – TUS (Temperature Uniformity Survey)
- Chứng minh độ đồng đều nhiệt trong toàn bộ vùng gia nhiệt
- Đáp ứng các tiêu chuẩn kỹ thuật liên quan (AMS, NADCAP nếu áp dụng)
- Thử nghiệm làm mát bằng khí
- Xác nhận tốc độ làm nguội đạt yêu cầu thiết kế
- Các thử nghiệm đặc biệt khác
Theo yêu cầu riêng trong bản đặc tả kỹ thuật của khách hàng

